
3.2 No-load test run
After careful inspection and confirmation that the equipment is ready for startup, the no-load test can be conducted. There must be at least 3 people to join in the pilot-run process: one at the head, one at the tail, and one for control. For air supported belt conveyor, the fan must be started first to form a stable air film beneath the belting before initiating the drive motor. During shutdown, the drive motor must be stopped first, with the fan to be turned off only after the belting has completely ceased movement. Generally, to start the machine, you can set the drive motor for a delay start of 30 seconds to 60 seconds after the fan is started, and to stop the machine you can set the fan for a delay stop of 1 minute to 2 minutes after the drive motor stops. The main points to be observed during the no-load test run process are as follows:
1. Observe each moving part carefully to see if there is any jamming problem. Especially, any friction with the conveying belting should be dealt with in a timely manner to avoid any damage to the belt.
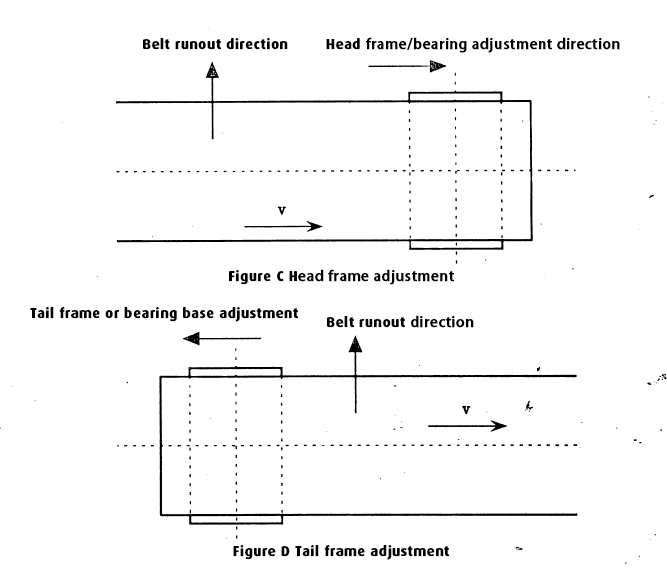
2. Monitor belt for runout exceeding 10% of width – adjust using the same methods as load testing procedures.
3. Check whether there is any abnormal noises or vibration on each part of the equipment, especially pay attention to the vibration and noise condition of the fan.
4. Check whether there is any oil leakage on the reducer, fluid coupling or other lubrication parts.
5. Monitor temperature rise in lubricants and bearings for normal operation.
6. Check whether all the brakes, limit switches and protection devices can operate in a sensitive and reliable way.
7. Check the contact status between each cleaner scraper and the belt.
8. Check whether the take-up device operates properly and whether there is any jamming problem.
9. Check whether there is any loose bolt on the foundation and all the parts.
3.3 Load test run
Loading methodology
Gradually increase load from 60% → 80% → 100% of rated capacity, maintaining each level for ≥2 hours continuous operation. In addition, it needs to judge if a full-load start and running test under 110%-125% rated loads should be arranged based on the system processing requirement;
Possible malfunctions and troubleshooting methods during test run
1. Verify uniform air cushion thickness under belt. For insufficient thickness: 1) Inspect air supply system 2) Adjust upper/lower chamber damper openings.
2. Check whether there is any slipping between the belt and the drive pulley. If there is, please gradually increase the tension of the take-up device until there is no slippage anymore.
3. Check whether the drive unit has any abnormal noises, and whether the temperature rise of the motor, reducer bearings and lubricants, and fluid coupling etc. meets the requirement.
4. Check whether there is any abnormal noise from rotating components such as pulleys and rollers and whether the temperature rise of the pulley bearings is normal. Please adjust or replace non-rotating rollers if any in a timely manner.
5. Ensure material centering on belting – correct any off-center loading or skewed feed patterns through inlet modifications, as improper feeding is a primary cause of air-supported belt runout.
6. During load tests, correct belt tracking if runout exceeds 10% of belting width,
It is necessary to adjust the belt in a way as follows:
a. First check if the materials are locating correctly in the middle of the belt, and make adjustments if necessary.
b. Increased tension may correct minor runout. If ineffective, verify belt and splice alignment – re-splice if out of tolerance.
7. Inspect the cleaning effectiveness of all scrapers and check for excessive vibration.
8. Observe if there is any scratch on the belt and if any, please find out the root cause to prevent any unexpected damage to the expensive belting.
9. Verify operational specification (speed, pressure, airflow, film thickness, capacity, start/stop times) meet design specs.
10. Record motor current at rated load during stable operation.
11. Check all the connection parts, and tighten loose bolts if any in a timely manner.
——————————————————– To Be Continued ——————————————————–
Post Time: 2025-06-30